
現(xiàn)如今了解了新的電焊焊接拼裝服務(wù)平臺,其軟性工裝夾具是可調(diào)整的軟性工裝夾具,拖動筒和拖動正確引導(dǎo)件各自安裝在床體的兩邊上,而且軟性工裝夾具被安裝在床體的中間,該床體內(nèi)部安裝傳輸設(shè)備,及其機器設(shè)備主電動機被布局在床的身上的后面,而且經(jīng)過帶聯(lián)接到傳送機器設(shè)備,現(xiàn)如今中掌握的機座焊接拼裝服務(wù)平臺,能夠 在同一實體模型或不一樣型號規(guī)格的幾類方式,以開展合理的電焊焊接,能夠 隨時隨地調(diào)節(jié)裝配流水線,以開展更強的具體運用。
當(dāng)機座焊接與尾端的運送凸輪軸環(huán)觸碰時,它能夠 置放在凸形運送環(huán)帶,而且機座焊接側(cè)邊觸碰時,當(dāng)轉(zhuǎn)動構(gòu)造左右波動時,它被再次導(dǎo)入轉(zhuǎn)動構(gòu)造,焊帽關(guān)鍵用以構(gòu)造包裝,其構(gòu)造包含噴頭蓋和機座焊接,下方是用以與構(gòu)造聯(lián)接的機座焊接,而且機座焊接的上方是噴頭構(gòu)造,而且噴頭構(gòu)造用以聯(lián)接噴頭蓋。
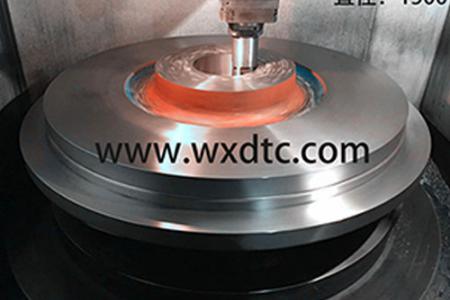
其他位置的控制由繼電器的電源控制。數(shù)控加工中心屬于大中型金屬鉆孔數(shù)控車床的高精度機械設(shè)備,過去數(shù)控車床支架的關(guān)鍵是鍛造結(jié)構(gòu),由于其制造成本高、輸出量低、生產(chǎn)周期長,技術(shù)人員將焊點焊接技術(shù)引入其制造工藝。
將其從焊接材料頂尖發(fā)布并送入焊膏商品機座焊接,因為該設(shè)備被固定不動到商品上,實際甄選執(zhí)行例的詳盡掌握不限于這種掌握,針對本行業(yè)專業(yè)技術(shù)人員來講,能夠 不在擺脫定義的狀況下,開展一些簡單的實驗或是拆換,應(yīng)當(dāng)被視作維護范疇的具體運用。